




想要直观了解绗磨管-不锈钢珩磨管品质服务诚信为本产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:绗磨管-不锈钢珩磨管品质服务诚信为本的图文介绍

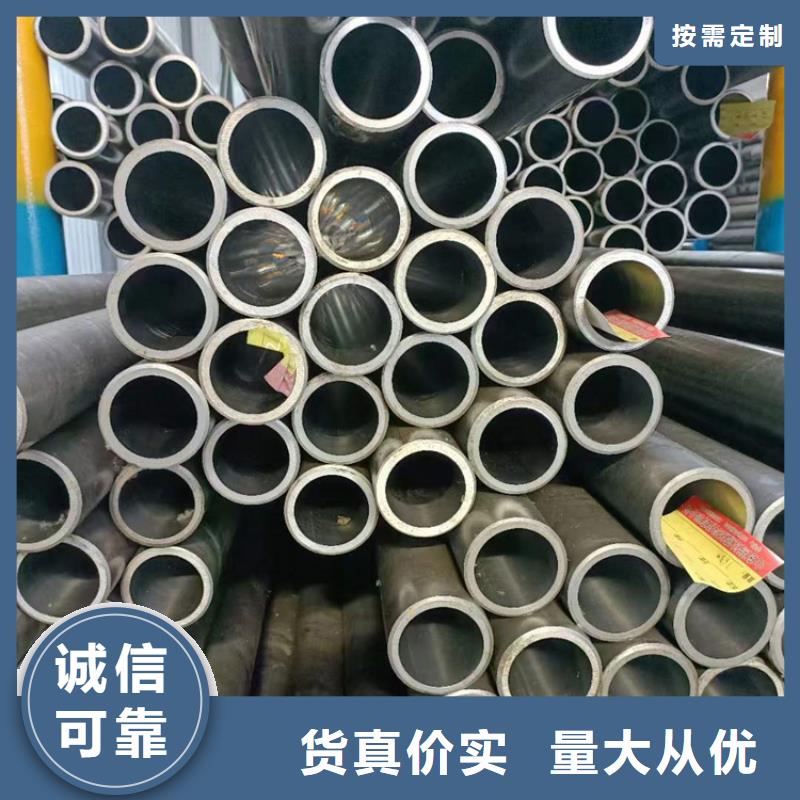
绗磨管采用加工工艺绗磨管采用加工工艺绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。

一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处,也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。在 次使用时一定要先试水压,检查是否有异状,如大肚子,爆管,漏剂,以上这些如果没发生就表示一切正常,如果有异常现象,这根高精密绗磨管不能使用,并严禁使用,应该退回销售商或售货公司。


应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。



九冶管业(黄冈市分公司)还拥有一支经验丰富的 高精度珩磨管队伍,可以为您生产、承做质量合格的 高精度珩磨管,我司以过去成功的经验和不断进步的 高精度珩磨管技术,以保障产品的成功应用,用较小的代价获得理想的效果。我司在行业内拥有多年经验,通过持续稳定的技术和完善的服务,在多个行业得到了客户的对 高精度珩磨管效果以及贴心服务的一致好评。我司坚持使其去适应客户及终端用户不断变化的求,并不断拓宽关键词]应用范围。


